[vc_row][vc_column][vc_column_text disable_pattern=”true” align=”left” margin_bottom=”0″][icegram campaigns=”14169″][/vc_column_text][vc_column_text]Sebastian Leifels se planteó un reto: crear un prototipo parecido a un trabajo para obtener un nuevo producto listo para el moldeado y la fabricación final. Esto incluía un proceso de prototipado rápido con múltiples materiales. Como diseñador de productos en Wohler, un fabricante de tecnología de inspección y metrología con sede en Alemania, Sebastian necesitaba diseñar un prototipo que tuviera la estética y la función del producto final. Él explica: “Es extremadamente importante evitar errores en esta etapa del proceso de diseño. Los cambios en el dispositivo de fundición y en el producto final son caros. Los costos van desde una cifra de tres dígitos hasta cinco dígitos en euros “.
Este riesgo estaba en la mente de Sebastian cuando diseñó el Wohler HF 550 Wood Moisture Meter, un dispositivo que mide el nivel de humedad en leña y productos de madera como pellets y astillas de madera. Aquí hay algunas lecciones que el equipo de Sebastian y Wohler aprendió durante su proceso de prototipado rápido.
Prototipos en casa conduce a un mejor diseño final.
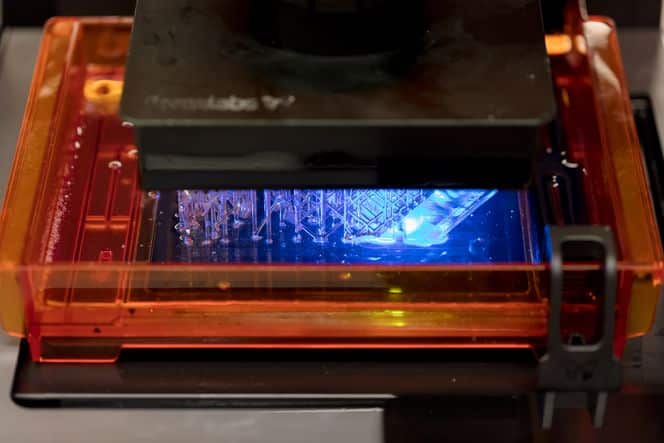
Sebastian tuvo que hacer cambios a los prototipos de forma rápida y fácil para cumplir con el plazo, por lo que decidió utilizar la impresión 3D de escritorio. Optó por una impresora 3D Formlabs, que utiliza tecnología de estereolitografía (SLA) para crear modelos precisos en horas. Él recuerda: “La producción de un prototipo cayó de varios días a unas pocas horas. Como utilizamos la impresora para diseñar piezas para la carcasa del dispositivo, ahorramos varias semanas en todo el proceso de desarrollo “.
Mantener la producción en casa permitió que el equipo de Wohler tuviera mayor control y velocidad en el proceso de diseño usando siempre el prototipado rápido como consigna. Sebastian recuerda: “Si fue necesario durante el estado actual de desarrollo, ejecutamos la impresora día y noche durante varias semanas”. Con una gran cantidad de prototipos, el equipo pudo probar más ideas en el camino, lo que resultó en un mejor producto final .
Al elegir las herramientas, el precio no determina la calidad.
Al principio del proceso de diseño, Sebastian tenía una impresora 3D de escritorio que usaba la tecnología Fused Deposition Modeling (FDM) que costaba más de cuatro veces la máquina Formlabs. Sin embargo, la impresora FDM no pudo producir detalles precisos. “La impresora permitió una mayor precisión”, explica Sebastian. “Nuestra máquina anterior tenía un tamaño mínimo de capa de 0.178 mm. La impresora 3D Formlabs tenía un tamaño de capa mínimo de 0.025 mm. “Continúa,” Incluso si elige el mismo tamaño de capa, la impresora Formlabs siempre tendrá resultados más suaves “.
La combinación de múltiples materiales mejora la prueba del usuario.
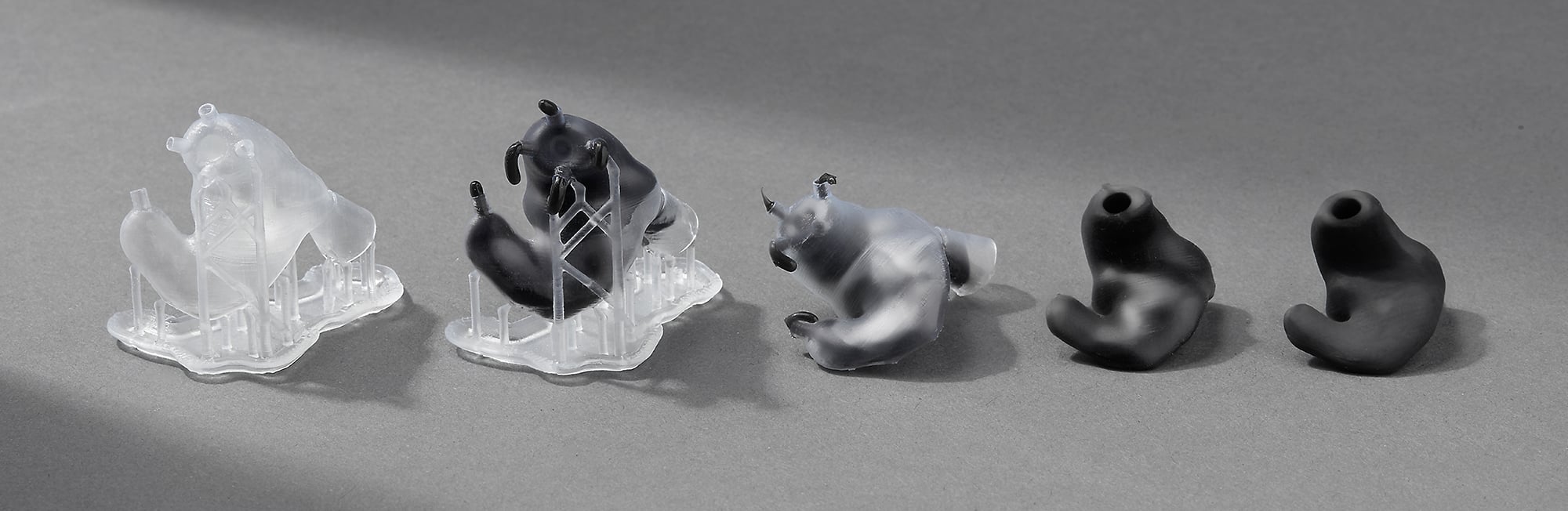
Para prototipar el medidor de humedad de madera, Sebastian tuvo que incorporar varios materiales diferentes. La impresora FDM 3D inicial del equipo no pudo imprimir materiales flexibles, por lo que originalmente pasó por un proceso complejo. Primero, diseñaron un modelo de prueba de fundición y lo imprimieron en la impresora FDM. Luego procesaron minuciosamente el modelo de fundición para suavizar las superficies. Finalmente, inyectaron el modelo con compuesto de caucho. Sebastian recuerda: “Este fue un proceso que llevó mucho tiempo, y todavía no pudimos llegar a detalles finos. Ahora, simplificamos nuestro proceso imprimiendo directamente partes detalladas “.
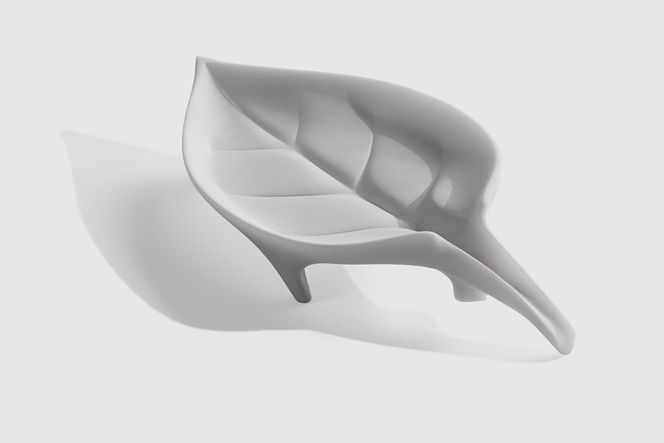
Sebastian usó Black Resin para el estuche y Flexible Resin para el teclado. Las teclas se tenían que comprimir cuando el usuario las empujaba, por lo que las paredes del botón tenían que ser muy finas pero duraderas. Él dice que Flexible Resin permitió al equipo “realizar una amplia gama de pruebas con los prototipos sin ningún daño o limitación funcional de la pieza”.
Con la impresión 3D interna, tenemos la ventaja de probar las piezas para cada dispositivo antes de la producción en masa. El riesgo de volver a trabajar el dispositivo más tarde es bajo.
Sebastian y su equipo ahora usan su impresora 3D Formlabs para todas sus creaciones usando el prototipado rápido en Wohler: “Con la impresión 3D interna, tenemos la ventaja de probar las piezas para cada dispositivo antes de la producción en masa. El riesgo de volver a trabajar el dispositivo más tarde es bajo. “El uso de una sola máquina que produce múltiples materiales abre nuevas posibilidades de creación de prototipos para el equipo de Wohler. Aunque la impresión en 3D interna les ahorra tiempo y dinero, la mayor ventaja es la capacidad de crear mejores productos finales.
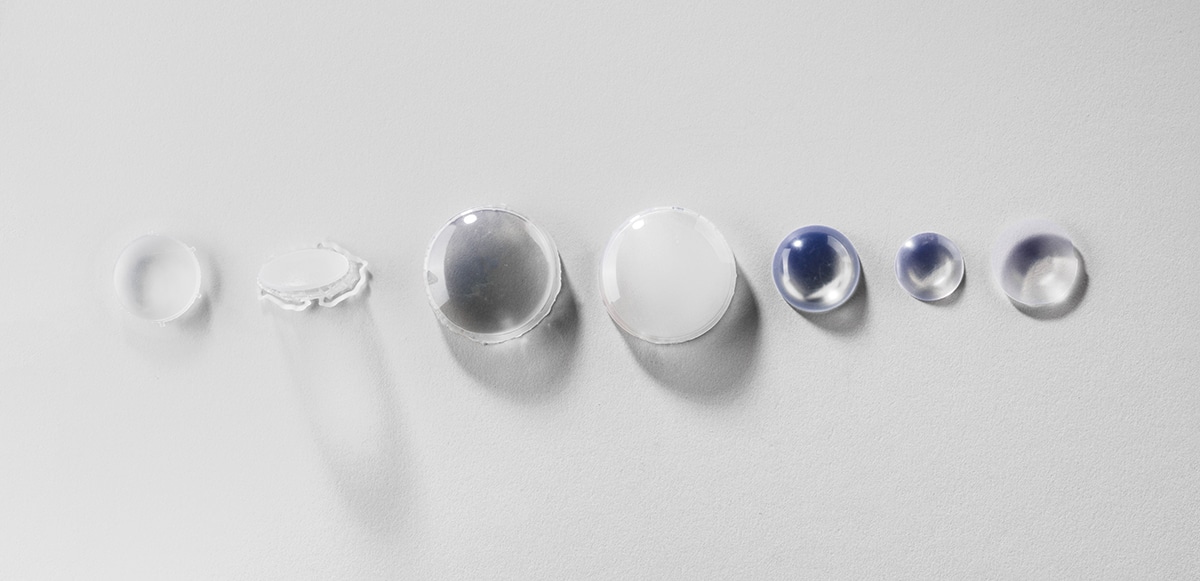
Formlabs Clear Resin es ideal para producir piezas transparentes. Esas que requieren translucidez y, con las técnicas correctas de posprocesamiento, lograr la transparencia. Use los siguientes métodos de acabado para crear piezas transparentes impresas en 3D para una variedad de aplicaciones, desde ópticas hasta tubos de luz y fluidos. Los métodos van desde soluciones rápidas para una transparencia adecuada, hasta técnicas de nicho para crear partes ópticamente transparentes.
Formlabs Clear Resin es ideal para mostrar detalles internos, laminas de LED o crear ventanas. Formlabs y nuestros clientes han utilizado Clear Resin para crear una lente completamente ópticamente transparente para una cámara totalmente impresa en 3D, mosaicos para la instalación de lentes Fresnel en Times Square, dispositivos milifluídicos y más.
Métodos para el postproceso de impresiones claras en 3D
Hemos probado varias técnicas para postprocesar partes impresas en Clear Resin. En esta publicación, cubriremos el lijado manual, el recubrimiento transparente y la inmersión de resina. Cada opción de acabado requiere distintos niveles de esfuerzo, dependiendo del grado de transparencia y del acabado de superficie que su pieza requiera.
Lijado y pulido manual de piezas transparentes
Aplicaciones: El lijado manual y el pulido pueden ser efectivos para formas simples con pocos detalles, pero son menos adecuados para el acabado de modelos complejos. Es muy difícil alcanzar la transparencia óptica total con este método.
Tendrás que lijar con granos extremadamente finos para terminar manualmente una parte transparente, pero con un poco de esfuerzo, puedes lijar y pulir las partes para que queden tan claras como una lupa. Sin embargo, es muy difícil eliminar completamente todas las líneas de capa mediante el acabado manual; es posible que note micro arañazos al sostener la pieza en un ángulo poco profundo con respecto a la luz.
Instrucciones: Use una variedad de gránulos de papel de lija incrementales para suavizar su superficie, luego lustre la pieza transparente con un limpiador acrílico y un paño de microfibra.
Con alrededor de 3000 granos, las piezas impresas con estereolitografía (SLA) se vuelven brillantes y muy suaves al tacto. Por 12000 arena, son reflexivos. Intente utilizar un rango de papel de lija y almohadillas micromesh con grits de 400 a 12000, en incrementos de 200, lenta y cuidadosamente para limpiar la lente entre los niveles de grumos y eliminar los arañazos del nivel anterior antes de pasar a la siguiente.
Si solo necesita semitransparencia, simplemente use aceite mineral para crear un acabado uniforme y ocultar los puntos de luz de su parte.
Recubrimiento en aerosol
Aplicaciones: El recubrimiento por pulverización es una manera fácil y rápida de mejorar la claridad de las piezas transparentes sin mucha reducción en los detalles. Este método es efectivo para todo tipo de modelos, ya que es capaz de revestir detalles complejos que pueden ser difíciles de alcanzar con lijado y pulido regulares.
El recubrimiento transparente por sí solo ayuda a ocultar las líneas de la capa y a proteger las partes de la exposición a los rayos UV, lo que puede causar que se vea amarillo y un post-curado involuntario. Si busca un acabado de superficie liso y similar al vidrio, realice la técnica de pulido y lijado manual antes del recubrimiento; cuanto más lijado esté antes del recubrimiento transparente, mejor será la claridad. Este paso adicional es excelente para prototipos posteriores al procesamiento que se ven como plástico completamente transparente, por ejemplo, envases, botellas y microfluidos.
Instrucciones: hay varias opciones para el recubrimiento transparente, desde aerosoles de bajo costo hasta productos que requieren una sala y herramientas específicas.
Pinturas en aerosol para uso general con recubrimiento transparente: las opciones van desde opciones decentes y muy económicas como Touch 2X de Rustoleum Painter hasta aerosoles de mayor calidad y asequibles, como Spray Max 2k Clear Glamour.
Aerosoles para automóviles: productos como Lesonal Universal Clear, una capa transparente de uretano acrílico con alto contenido de sólidos, ofrecen un brillo muy alto y están diseñados para condiciones de secado al aire y horneado, pero requieren una pistola y espacio dedicado para pulverizar. Lesonal Universal Clear y aerosoles similares requieren una capa base.
Para el recubrimiento por pulverización, comience con una parte limpia y seca ya lavada en alcohol isopropílico (IPA). No hacer el post-curada de la parte antes de la pulverización, ya que puede causar que se vea amarillo. Deje que la pieza transparente se seque al aire. Una vez que esté completamente seco, aplique dos o tres capas de aerosol en un ambiente libre de polvo.
Por una tarifa, las casas de carrocería pueden aplicarle un spray como Lesonal Universal Clear. En la mayoría de los casos, estas casas utilizarán un solvente ligero, como Naptha, para limpiar y preparar la superficie de la parte antes de pintar.
Recubrimiento de resina
Aplicaciones: Este método es mejor para cuando necesita excepcionales piezas transparentes, y solo funciona en superficies planas o casi planas, como una lente o una ventana en el interior de una pieza.
La inmersión de resina da como resultado partes extremadamente lisas, con reflejos superficiales claros y nítidos.
Esta técnica se puede utilizar para crear un acabado aún más suave para las piezas impresas en otros materiales SLA, aunque puede reducir los detalles.
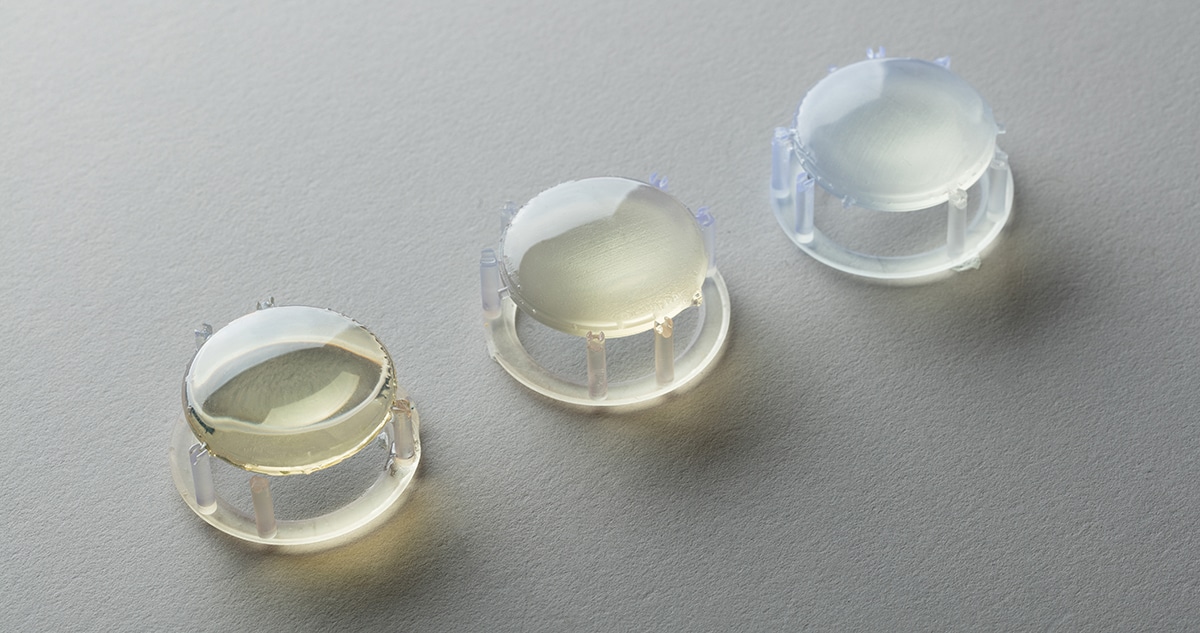
Instrucciones: aplique Clear Resin a la pieza con gotas de una jeringa o sumergiendo la pieza como lo desee. La resina viscosa llenará capas y arañazos en la pieza, formando una superficie completamente lisa. La capa de resina debe ser tan delgada como sea posible, al mismo tiempo que elimina las líneas de capa. Retire todas las burbujas con una jeringa. Completamente postcurar la pieza usando la configuración adecuada, luego repita el proceso para el otro lado, tanto en inmersión como en postcurado.
Nota: El proceso de inmersión altera levemente la distancia focal para las lentes. Para nuestra lente de cámara impresa en 3D, el ingeniero de aplicaciones de Formlabs Amos Dudley diseñó e imprimió un dispositivo de prueba de lentes usando la técnica de piezas transparentes nombrada.
Este instructivo permite ver como es posible con el uso de impresoras 3D adecuadas como la creación de piezas transparentes que antes debían utilizarse maquinaria industrial, es posible hacerlo con maquinaria de fácil acceso para el usuario común.
Los plásticos son materiales complejos, y encontrar el correcto para su aplicación específica requiere equilibrar atributos múltiples. A medida que la tecnología, como la asequible impresión 3D de escritorio, brinda a los ingenieros más experiencia práctica con una variedad de polímeros, es importante un conocimiento básico de las propiedades mecánicas para poder elegir el material de prototipos adecuado para un trabajo determinado. En esta publicación, analizaremos las seis propiedades mecánicas más esenciales que debe considerar al elegir entre los materiales, y en particular, al decidir qué resina de ingeniería de Formlabs es la más adecuada para su proyecto.
Módulo elástico: ¿Qué tan rígido es?
El módulo elástico es la resistencia de un material a la deformación elástica bajo tensión.
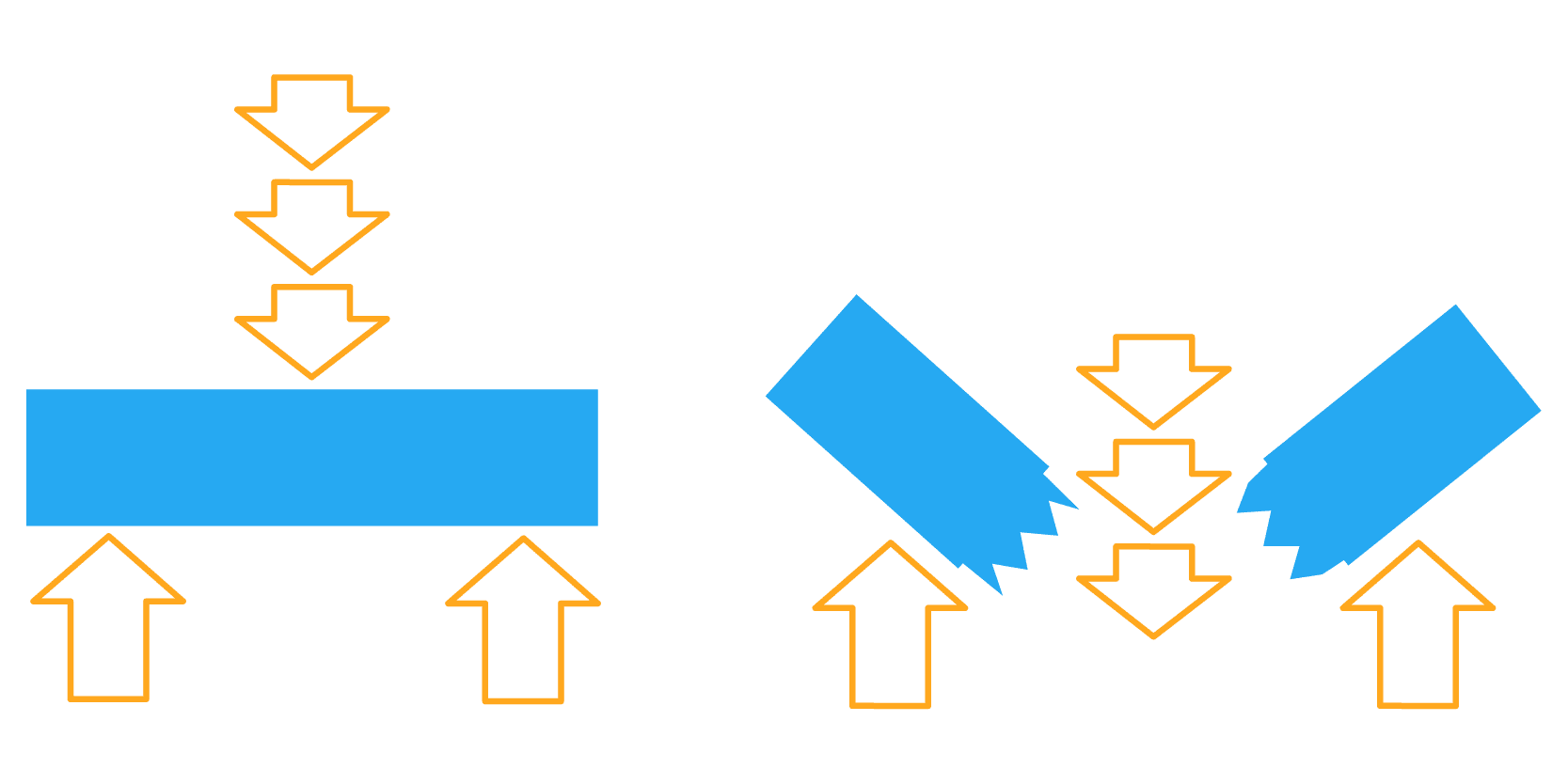
El módulo de flexión, es la medida más relevante para los plásticos, es una medida de la rigidez o tendencia a la flexión de un material. Un material muy rígido requiere más fuerza para deformarse en comparación con un material blando. Un alto módulo de flexión indica un material más rígido, como un diamante, mientras que un módulo de flexión baja indica un material elástico, como una banda de goma. El módulo de flexión y el módulo de tracción (o el módulo de Young) están estrechamente relacionados y, en general, no difieren en gran medida. El módulo de corte describe la respuesta de un material al esfuerzo cortante, por ejemplo, cortándolo con tijeras sin filo.
Para obtener el módulo de flexión más alto entre los materiales de Formlabs, elija Resina rígida. Otros materiales con alta rigidez incluyen Standard Resin y Gray Pro Resin. Resina dura tiene un módulo relativamente bajo en comparación con otras resinas Formlabs.
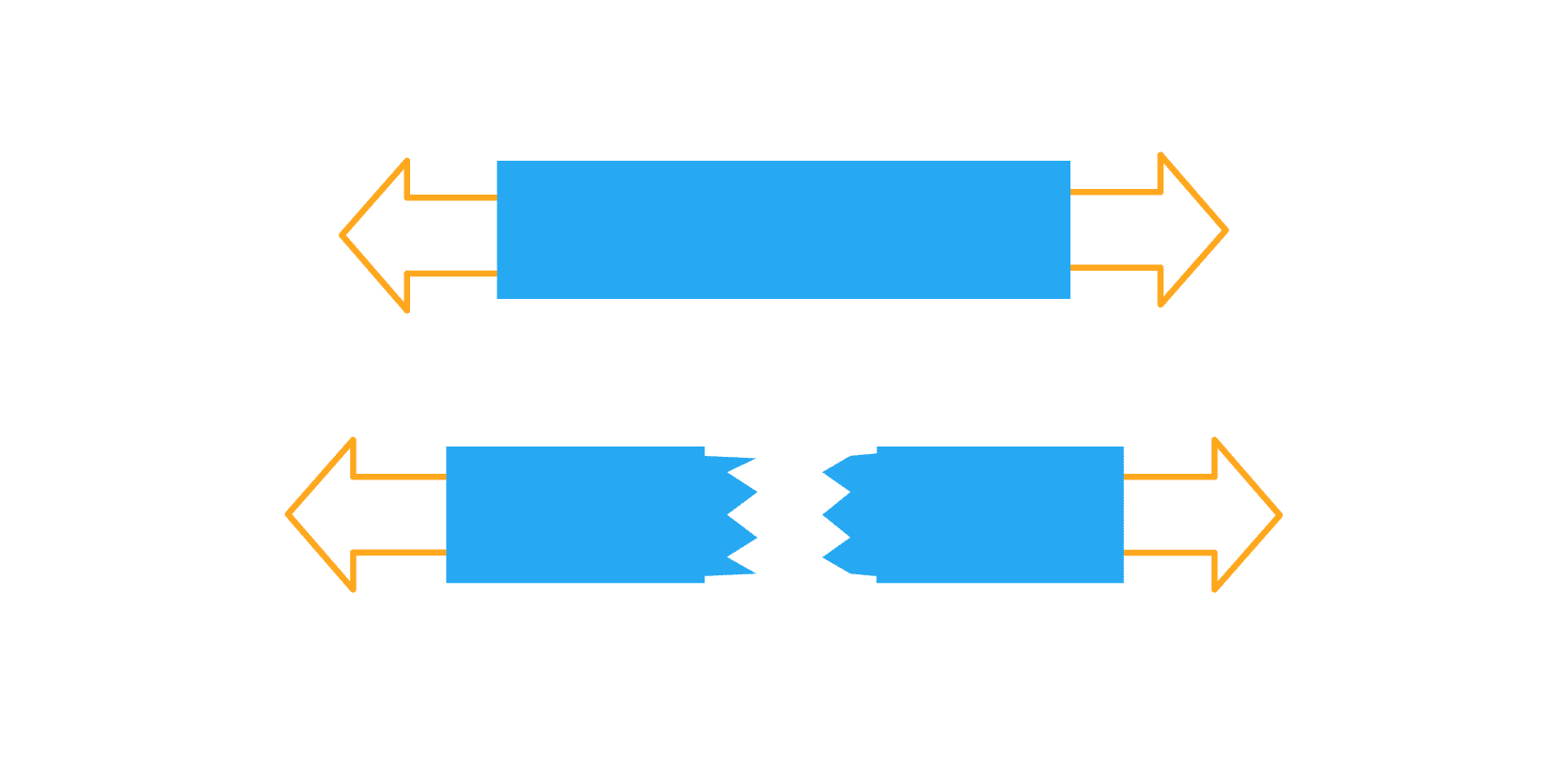
Elongación: ¿Se doblará y se estirará?
Elongación es la resistencia de un material a romperse cuando se estira.
Elongación te dice cuánto puede estirar un material sin romperse o formar grietas. Los materiales rígidos, tales como los plásticos duros y quebradizos, típicamente presentan un bajo alargamiento a la rotura, mientras que algunos materiales blandos y elásticos pueden estirar varias veces su propia longitud antes de romperse. El alto alargamiento es una parte importante del embalaje que debe doblarse, por ejemplo, un tubo de pasta de dientes.
Los materiales dúctiles, por ejemplo, la mayoría de los cauchos, tienen un alto alargamiento, mientras que los materiales frágiles como los vidrios y las cerámicas tienden a tener un alargamiento muy bajo porque no se deforman plásticamente.
Para la elongación más alta entre los materiales de Formlabs, elija Resina duradera o Resina resistente.
Resistencia al impacto: ¿puede absorber el impacto?
La resistencia al impacto es la capacidad de un material para absorber impactos e impactar la energía sin romperse.
La resistencia al impacto, a veces denominada resistencia, se refiere a la capacidad de un material para responder a impactos repentinos. Un material con alta dureza, como policarbonato o nylon, puede absorber energía y deformarse plásticamente antes de que se fracture. En términos más simples, un material con alta resistencia al impacto se puede dejar caer en el suelo sin romperse.
“Resistencia” o resistencia al impacto no es sinónimo de rigidez. Los materiales más dóciles pueden tener una alta calificación cuando se trata de absorber golpes repentinos.
Para obtener la mayor resistencia al impacto entre los materiales de Formlabs, elija Resina duradera. Otros materiales con alta resistencia al impacto incluyen Resina Tough Resin y Gray Pro.
Resistencia a la tracción: ¿se romperá bajo la tensión?
La resistencia a la tracción es la resistencia de un material a romperse bajo tensión.
Un material con una alta resistencia a la tracción resiste la rotura bajo tensión o se separa. La máxima resistencia a la tracción indica la tensión máxima que un material puede soportar al estirarse o estirarse antes de romperse. Los materiales con alta resistencia a la tracción incluyen carbono, vidrio y acero.
Una vez que se alcanza esta tensión máxima, los materiales quebradizos se rompen muy bruscamente, sin deformación plástica, mientras que los materiales más dúctiles experimentan alguna deformación plástica antes de la fractura.
Hoy en día, la impresión 3D ha progresado de tal manera que es capaz de ofrecer resistencia a la tracción comparable a los plásticos tradicionales moldeados por inyección como el polipropileno y el ABS.
Para obtener la mayor resistencia a la tracción entre los materiales de Formlabs, elija Resina rígida. Otros materiales con alta resistencia a la tracción incluyen resina estándar, resina gris Pro y resina resistente.
Temperatura de deflexión térmica: ¿Tolera el calor?
La temperatura de deflexión del calor (HDT) es la temperatura a la cual un material se deforma bajo una carga especificada.
La temperatura de deflexión térmica (HDT) indica si un material es adecuado para aplicaciones de alta temperatura, y se expresa como la temperatura (medida en ° C) a la que una muestra se deforma bajo una carga especificada (medida en MPa).
Es deseable una alta HDT para envolventes y soportes para elementos de calefacción, así como también componentes que entran en contacto con líquidos o gases calientes, como herramientas para moldes de inyección, conectores fluídicos, válvulas y boquillas.
Para la temperatura de deflexión de calor más alta (HDT) entre los materiales de Formlabs, elija Resina de alta temperatura. Otros materiales con alta HDT incluyen Resina Rígida.
Deslizamiento: ¿se deformara bajo el estrés a largo plazo?
El deslizamiento es la tendencia de un material a moverse lentamente o deformarse permanentemente bajo esfuerzos mecánicos.
La fluencia es la tendencia de un material a deformarse lentamente durante un largo período de tiempo bajo estrés. Un material con alta fluencia es más probable que se deforme que un material con baja fluencia. Creep difiere de otras propiedades del material en que se mide durante un período de tiempo más largo. Creep depende del tiempo, el estrés y la temperatura.
Elegir un material con baja fluencia es importante para piezas que necesitan soportar altas tensiones o temperaturas y mantener su forma con el tiempo, por ejemplo, para piezas que soportarán peso o partes que necesitan realizar una función repetida, como una hoja de turbina.
Para obtener la fluencia más baja entre los materiales de Formlabs, elija Resina rígida o Resina gris Pro.
Un enfoque multifacético en nuestro material de prototipos
En la realidad práctica, los diseñadores de piezas de plástico a menudo no se encuentran optimizando piezas para una sola propiedad; en su lugar, toman decisiones que equilibran múltiples propiedades a la vez, en función de la experiencia, las simulaciones por computadora y otros puntos de referencia.
Puede desarrollar su conocimiento de diferentes materiales y para qué sirven refiriéndose a guías como esta, pero la experiencia práctica es igual de importante. Pruebe diferentes materiales y vea cómo funcionan. Mire en qué materiales están hechos los objetos cotidianos que usa y considere las propiedades mecánicas de esos materiales. ¿Qué propiedades son estas partes teniendo en cuenta la forma en que se utilizarán?
Algunos ejemplos prácticos que utilizan las resinas de ingeniería de Formlabs:
Los envases de consumo para artículos como limpiadores domésticos o champú deben tener un alargamiento lo suficientemente alto como para doblarse en las manos de un usuario y volver a su forma original, equilibrado con suficiente resistencia al impacto para sobrevivir al caerse. Para este prototipo, elegimos resina duradera.
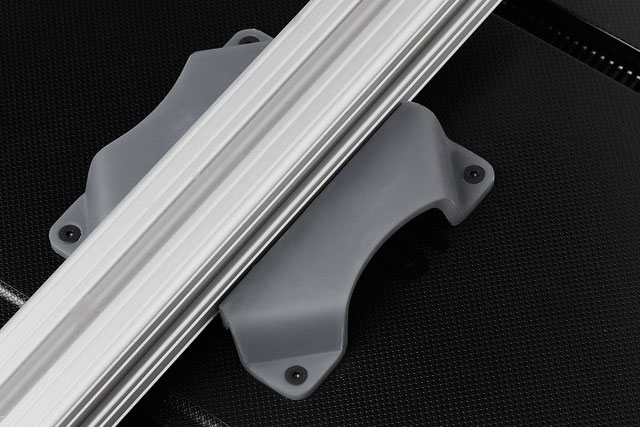
El alto módulo de flexión de Formlabs Gray Pro Resin y su bajo deslizamiento lo convierten en un excelente material para la creación de prototipos de este soporte para monitor de computadora.
Un soporte (por ejemplo, en un soporte para un monitor de computadora) requiere un alto módulo de flexión o rigidez. También es importante elegir un material con baja fluencia para que la pieza continúe haciendo su trabajo con el tiempo sin deformarse lentamente. Para estos requisitos, Gray Pro Resin es una gran opción.
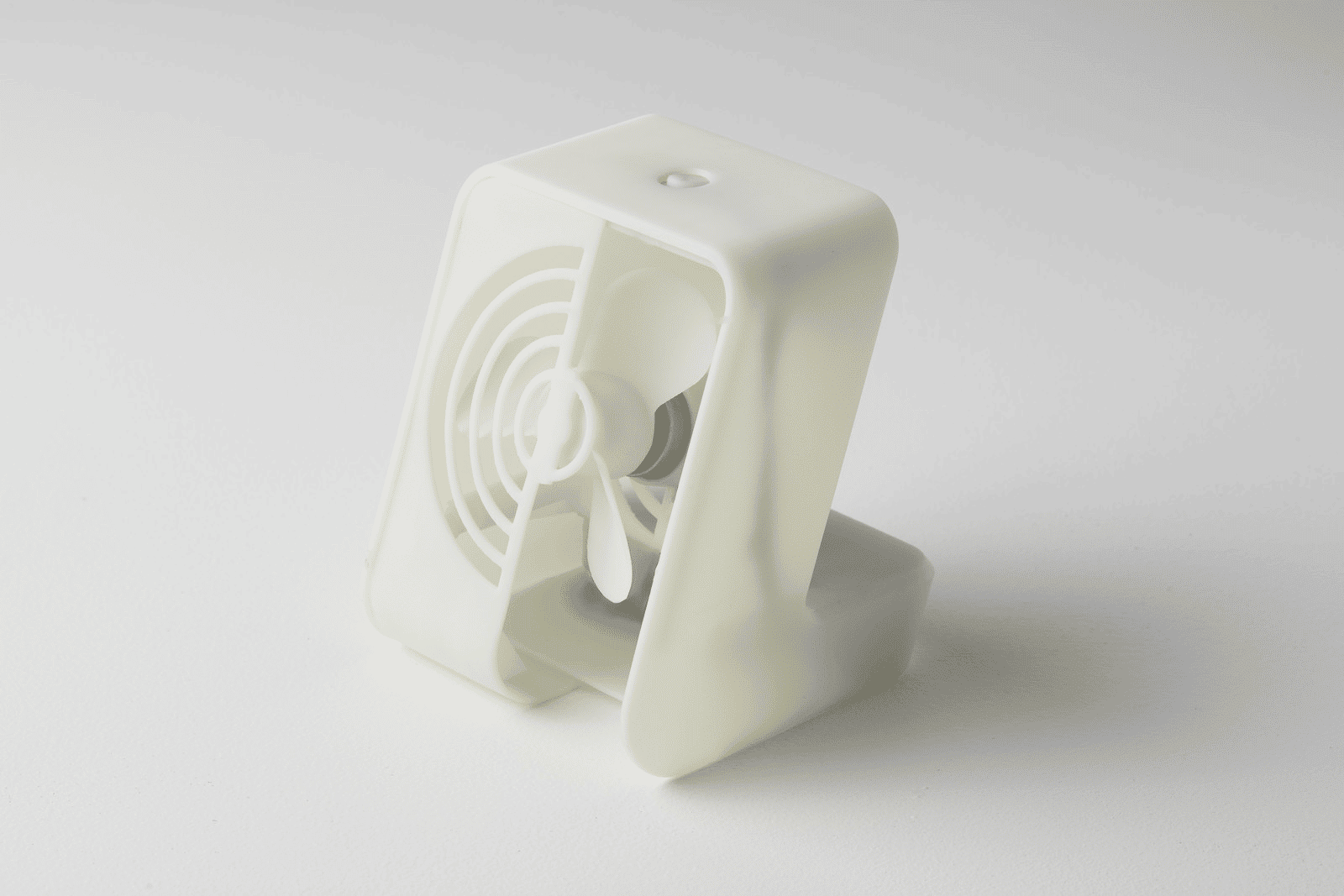
La resina rígida Formlabs ofrece alto módulo, alta resistencia al impacto, alta temperatura de deflexión térmica y baja fluencia, por lo que las características delgadas de este ventilador podrán resistir el desgaste repetido con el tiempo.
Un ventilador requiere características delgadas y fuertes. El alto módulo de la Resina Rígida no solo significa que las piezas se mantendrán firmes después de la impresión: un alto módulo verde o módulo antes del post-curado, significa que es posible imprimir piezas muy delgadas con precisión y una menor probabilidad de falla. La alta resistencia al impacto, la alta temperatura de deflexión térmica y la baja fluencia hacen que este prototipo resista los elementos con el tiempo.
Resumen sobre materiales
Como bien vimos, todos los materiales para hacer nuestros prototipos tienen sus ventajas, dependiendo de sus propiedades. El lograr el uso donde tengan propiedades combinadas permite obtener quizas un producto que permite distinto tipos de resistencias.
Siempre se analiza la impresora por su variedad, y claramente el material que se use es determinante a la hora de la creación. Por eso siempre es bueno analizar cual es el principal objetivo de nuestro uso para cada producto, para elegir correctamente el material y garantizar el éxito de las pruebas.
[vc_row][vc_column][vc_column_text disable_pattern=”true” align=”left” margin_bottom=”0″]La estereolitografía (SLA) es una tecnología de fabricación aditiva, comúnmente denominada impresión 3D, que convierte materiales líquidos en partes sólidas, haciéndolo capa por capa, cuidándolos selectivamente utilizando una fuente de luz en un proceso llamado fotopolimerización. SLA se utiliza ampliamente para crear modelos, prototipos, patrones y piezas de producción para una amplia gama de industrias, desde ingeniería y diseño de productos hasta fabricación, odontología, joyería, fabricación de modelos y educación.
En esta guía completa, aprenderá sobre los diferentes sistemas de SLA, diversos materiales y sus características, y cómo el SLA se compara con otras tecnologías en el mercado.
Tabla de contenido:
Sistemas SLA
Materiales
Por qué Desktop SLA
Proceso de impresión
Comience con la impresión en 3D SLA
Breve historia
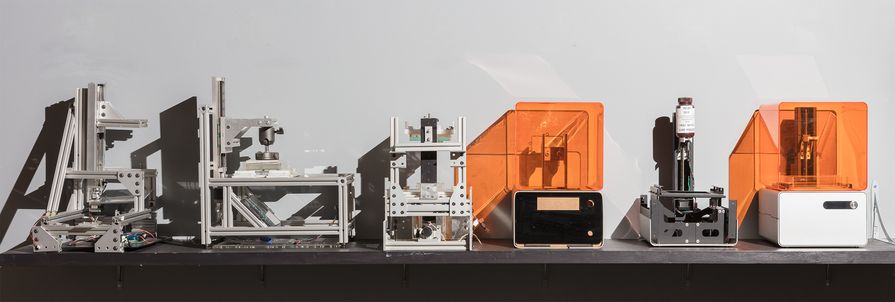
El proceso de SLA apareció por primera vez a principios de la década de 1980, cuando el investigador japonés Dr. Hideo Kodama inventó el enfoque moderno en capas de la estereolitografía mediante el uso de la luz ultravioleta para curar polímeros fotosensibles. El término estereolitografía en sí fue acuñado por Charles (Chuck) W. Hull, quien inventó el moderno factor de forma de la máquina, luego patentó la tecnología en 1984 y cofundó la compañía 3D Systems para comercializarla. Hull describió el método como la creación de objetos 3D al sucesivamente “imprimir” capas delgadas de un material curable mediante luz ultravioleta, comenzando desde la capa inferior hasta la capa superior. Más tarde, la definición se extendió a cualquier material capaz de solidificación o alteración de su estado físico.
Hoy en día, la impresión 3D y la fabricación aditiva (AM) describen numerosos procesos individuales, que varían en su método de fabricación de capas, material y tecnología de la máquina utilizada.
A medida que las patentes comenzaron a expirar a finales de la década de 2000, la introducción de la impresión 3D de escritorio amplió el acceso a la tecnología, con el modelado de deposición fusionada (FDM) primero ganando la adopción en las plataformas de escritorio. Si bien esta tecnología asequible basada en extrusión ayudó al uso generalizado de la impresión 3D, la calidad de estas piezas ha limitado el uso de estas máquinas, ya que los resultados repetibles y de alta precisión son cruciales para las aplicaciones profesionales.
La SLA pronto siguió a la FDM en su llegada al escritorio, cuando Formlabs adaptó la tecnología en 2011. SLA trajo la promesa de impresión 3D de alta resolución – anteriormente limitada a sistemas industriales- en una configuración mucho más pequeña y asequible, con una amplia gama de materiales impresos. Estas capacidades hacen que la impresión 3D sea accesible para una variedad de aplicaciones personalizadas, que incluyen ingeniería, diseño y fabricación de productos o las industrias dentales y de joyería.
SLA Systems
SLA pertenece a una familia de tecnologías de fabricación aditiva conocida como vat photopolymerization. Estas máquinas se basan en el mismo principio, utilizando una fuente de luz – un láser UV o un proyector- para curar la resina líquida en plástico endurecido. La principal diferenciación física radica en la disposición de los componentes del núcleo, como la fuente de luz, la plataforma de construcción y el tanque de resina.
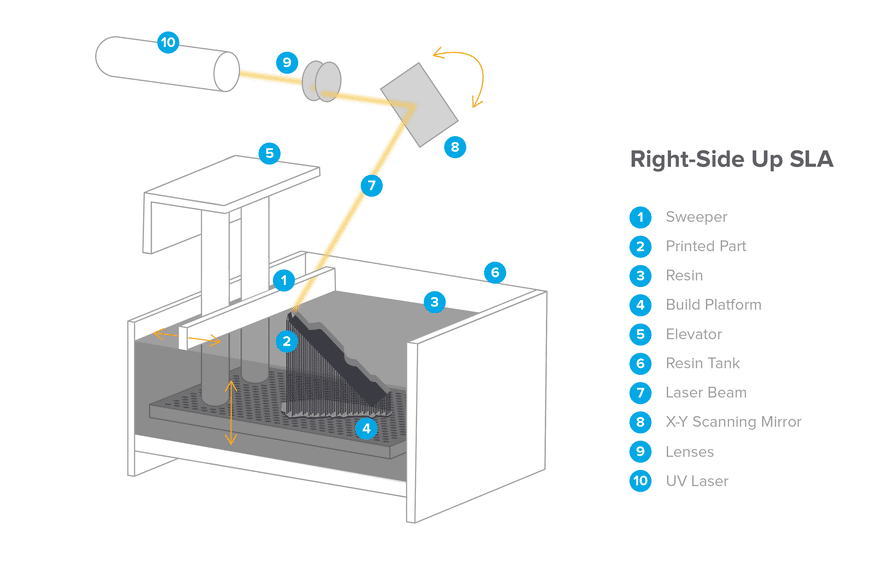
El lado derecho hacia arriba SLA (Right-side up)
Las máquinas SLA de lado derecho están construidas alrededor de un tanque grande que contiene el fotopolímero líquido (resina) y la plataforma de construcción. El láser UV se enfoca en la superficie de la resina, trazando una sección transversal del modelo 3D. Luego, la plataforma de construcción desciende una distancia igual al grosor de una sola capa, y una cuchilla llena de resina pasa por la tina para recubrirla con material nuevo. El proceso crea capas consecutivas encima de las otras hasta que la pieza finaliza.
Este enfoque aparece principalmente en los sistemas industriales a gran escala, y antes de la aparición de los sistemas de escritorio, era el enfoque estándar de la estereolitografía. Sus beneficios incluyen algunos de los mayores volúmenes de construcción en impresión 3D, bajas fuerzas en las piezas durante el proceso de impresión y, a su vez, gran detalle y precisión.
Debido a la gran configuración, los requisitos de mantenimiento y el volumen de material, el SLA de lado derecho requiere una inversión inicial alta y es costoso de ejecutar. Toda el área de construcción debe llenarse con resina, lo que puede significar fácilmente 10-100 + litros en materia prima, por lo que es una tarea que consume mucho tiempo, de manipular, mantener, filtrar e intercambiar materiales. Estas máquinas son altamente sensibles a la estabilidad y al nivel, cualquier inconsistencia puede ocasionar que la máquina vuelva a derrapar la pieza y provoque fallas en la impresión.
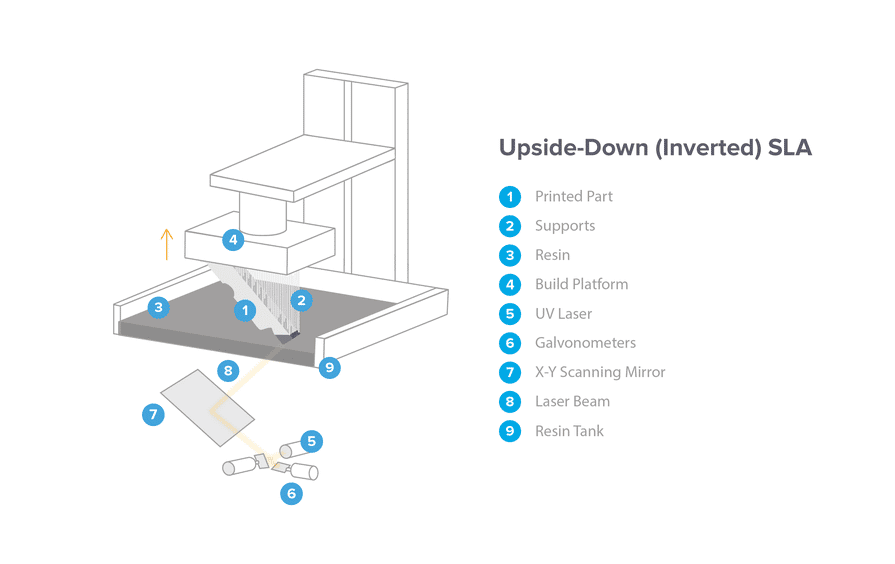
SLA invertido (Upside-down)
Como su nombre indica, en la estereolitografía invertida, el proceso se invierte. Este método utiliza un tanque con fondo transparente y superficie antiadherente, que sirve como sustrato para que la resina líquida cure, permitiendo el desprendimiento suave de las capas recién formadas. Se baja una plataforma de construcción a un tanque de resina, dejando un espacio igual a la altura de la capa entre la plataforma de construcción, o la última capa completa, y el fondo del tanque.
El láser UV apunta a dos galvanómetros de espejo, que dirigen la luz a las coordenadas correctas en una serie de espejos, enfocando la luz hacia arriba a través del fondo de la tina y curando una capa de resina de fotopolímero contra el fondo del tanque. Una combinación de la plataforma de construcción vertical y el movimiento horizontal del tanque separa la capa curada del fondo del tanque y la plataforma de construcción se mueve hacia arriba para permitir que la resina fluya por debajo. El proceso se repite hasta que se completa la impresión. En los sistemas más avanzados, el tanque se calienta para proporcionar un entorno controlado, y un limpiador pasa a través del tanque entre las capas para hacer circular la resina y eliminar los racimos de resina semicurada.
Una ventaja de este enfoque al revés es que el volumen de construcción puede exceder sustancialmente el volumen del tanque, ya que la máquina sólo requiere suficiente material para mantener la parte inferior de la cuba de construcción continuamente cubierta de líquido. Esto hace que en general sea más fácil mantener, limpiar, intercambiar materiales, y también permite un tamaño de máquina mucho más pequeño y menor costo, lo que hace posible llevar SLA al escritorio.
SLA invertido viene con su propio conjunto de limitaciones. Debido a las fuerzas que afectan la impresión cuando se separa de la superficie del tanque. También el volumen de construcción es limitado, y se requieren estructuras de soporte más grandes para mantener la pieza unida a la plataforma de construcción. Las fuerzas de desprendimiento también limitan el uso de materiales más flexibles: porque las estructuras de soporte se vuelven flexibles también.
La mayoría de las herramientas de software crean automáticamente apoyos durante la preparación de los modelos 3D, pero también se pueden ajustar manualmente. Una vez que se completa el proceso de impresión, estos soportes se deben eliminar manualmente del producto terminado.
Comparación de SLA Systems
Desktop SLA: Inverted
Industrial SLA: Right-Side Up
Precio
Desde $ 30000
$90,000-$1,100,000+
Volumen de impresión
Hasta 145 x 145 x 175 mm
Hasta 1500 x 750 x 550 mm
Pros
AsequibleFácil de usarBajo mantenimientoPequeña huella de pieFácil intercambio de materiales
Gran volumen de construcciónAlta tasa de producciónExtensas opciones de materiales
Las impresoras SLA 3D proporcionan la herramienta, pero son los materiales que potencian la estereolitografía para crear una amplia gama de piezas funcionales para diferentes industrias. En este capítulo, analizaremos el proceso de fotopolimerización y su materia prima, la resina, desde sus características únicas hasta las diversas composiciones para aplicaciones específicas.
El proceso de polimerización
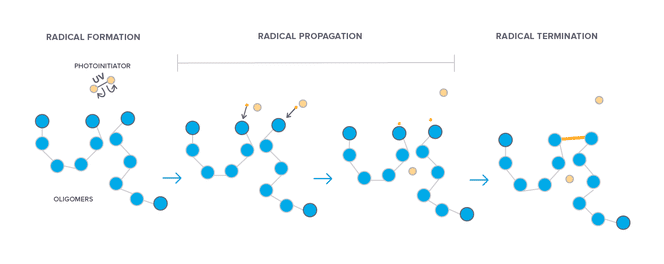
Los plásticos están hechos de largas cadenas de carbono. Cuanto más corta es la cadena, menos sólido o viscoso es el plástico. La resina es un plástico compuesto por cadenas de carbono cortas, desde 1 carbono hasta algunos miles de carbonos. Tiene todos los componentes del plástico final, pero aún no ha sido completamente polimerizado. Cuando la resina se expone a la luz ultravioleta, las cadenas se unen para crear cadenas mucho más largas y, por lo tanto, más rígidas. Cuando suficientes cadenas han reaccionado, el resultado es una parte sólida.
Vamos a adentrarnos en este proceso aún más. Las cadenas de monómero y oligómero en la resina tienen grupos activos en sus extremos. Cuando la resina se expone a la luz ultravioleta, la molécula fotoiniciadora se descompone en dos partes, y el enlace que la mantiene unida se convierte en dos partes radicales muy reactivas. Estas moléculas transfieren los radicales reactivos a los grupos activos en las cadenas de monómeros y oligómeros, que a su vez reaccionan con otros grupos activos, formando cadenas más largas. A medida que las cadenas se hacen más largas y crean enlaces cruzados, la resina comienza a solidificarse. Todo el proceso, desde el estado sólido líquido hasta el altamente polimerizado, tiene lugar en cuestión de milisegundos.
Características de resinas y plásticos
Las diferentes resinas consisten en diferentes backbones y grupos laterales: diferentes combinaciones de monómeros largos y cortos, oligómeros, fotoiniciadores y aditivos. Esto proporciona una libertad única para crear varias fórmulas con una amplia gama de propiedades ópticas, mecánicas y térmicas, desde transparente a opaca y de color, flexible a rígida y resistente al calor.
Componentes
Rol
Monómeros y oligómeros
El núcleo de la resina; cadenas de carbono que formarán las partes sólidas.
Fotoiniciador
Moléculas que reaccionan cuando se exponen a la luz ultravioleta, iniciando la reacción.
Aditivos
Suplementos visuales y funcionales, como pigmentos o colorantes.
Isotropía vs. anisotropía
Debido a la naturaleza capa por capa de las tecnologías de impresión 3D, en muchos casos las propiedades del material varían hasta cierto punto de acuerdo con la dirección en el material en el que se miden, una condición denominada anisotropía. Por ejemplo, un objeto impreso en 3D puede tener un alargamiento diferente en rotura o rigidez en las direcciones X, Y y Z.
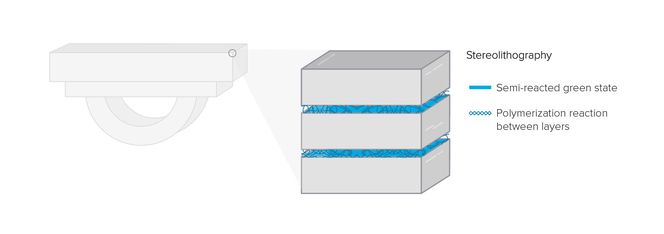
Durante el proceso de impresión SLA 3D, los componentes de la resina forman enlaces covalentes. Esto proporciona altos grados de resistencia lateral, pero la reacción de polimerización no se lleva a término. Por el contrario, el proceso de impresión se modula de una manera que mantiene la capa en un estado semi-reaccionado llamado “estado verde”. Este estado verde difiere del estado completamente curado de una manera muy importante: todavía hay grupos polimerizables en la superficie que capas posteriores pueden formar enlaces covalentes con. A medida que se cura la siguiente capa, la reacción de polimerización incluye los grupos en la capa previa, formando enlaces covalentes no sólo lateralmente, sino también con la capa previa. Esto significa que a nivel molecular, hay poca o ninguna diferencia entre el eje Z y el plano XY en términos de enlaces químicos. Cada parte continua impresa en una máquina SLA es isotrópica.
La isotropía tiene beneficios mecánicos y ópticos. Las piezas isotrópicas son ideales para aplicaciones de creación de prototipos de ingeniería, ya que reflejan el rango de propiedades asociadas con los termoplásticos moldeados por inyección comunes y no sufren delaminación o porosidad superficial. El proceso de unión química y la falta de líneas de capas visibles dentro de las piezas permiten la impresión de piezas ópticamente transparentes.
Después de curado
Una vez que se completa la impresión, las piezas permanecen en la plataforma de construcción en el estado verde antes mencionado. Mientras han alcanzado su forma final, la reacción de polimerización aún no se ha completado, por lo que las propiedades mecánicas y térmicas no están completamente establecidas.
La adición de una cámara de post-curado al proceso de impresión finaliza el proceso de polimerización estabiliza las propiedades mecánicas. Esto permite que las piezas alcancen la mayor resistencia posible y se vuelvan más estables, lo que es particularmente importante para las resinas funcionales para ingeniería, odontología y joyería. Por ejemplo, el desgaste satisfactorio de las impresiones de Castable requiere un curado posterior, y las piezas flexibles duplican su resistencia con el curado posterior.
Termoestable vs. Termoplásticos
Las resinas de fotopolímero son plásticos termoendurecibles, a diferencia de los termoplásticos. Aunque suenan similares, sus propiedades y aplicaciones pueden diferir significativamente. La principal diferencia física es que los termoplásticos se pueden fundir en un estado líquido y enfriarse varias veces para formar varias formas, mientras que los plásticos termoestables permanecen en un estado sólido permanente después del curado. Los polímeros en plásticos termoestables se entrecruzan durante el proceso de curado para formar un enlace químico irreversible. Para los polímeros termoestables más comunes, el curado es inducido por calor o radiación adecuada, a menudo a alta presión, mientras que para la estereolitografía, el iniciador es ligero y un fotoiniciador. Los pellets termoplásticos se ablandan y se vuelven fluidos cuando se calientan, y el proceso es completamente reversible, ya que no se produce ningún enlace químico.
Materiales SLA por aplicación
Los materiales de estereolitografía generalmente se formulan para aplicaciones o industrias específicas. Debido a las características de la máquina y del proceso, los materiales patentados tienden a limitarse al uso en sistemas de SLA específicos. A continuación, presentaremos la selección de materiales de Formlabs para impresoras SLA de escritorio.
Standard
Las resinas estándar brindan alta resolución, finas características y un acabado de superficie uniforme desde la impresora. Si bien se recomienda el curado posterior, no es necesario para todos los usos, por lo que estas resinas son ideales para la creación rápida de prototipos, el desarrollo de productos y las aplicaciones de modelado general.
IngenieriaLas resinas de ingeniería simulan una gama de plásticos moldeados por inyección, lo que ayuda a los ingenieros y diseñadores de productos a conceptualizar, crear prototipos, probar y fabricar productos finales. Con características de materiales como resistente, duradero, flexible o resistente a la temperatura, estas resinas se utilizan para crear piezas funcionales desde ensamblajes hasta moldes de inyección, superficies suaves al tacto y productos de consumo.
Dental
Los materiales dentales permiten que los laboratorios dentales y las prácticas creen una gama de productos dentales personalizados en la casa. Estas partes se basan en la exploración intraoral del paciente, o exploración CBCT (Cone Beam Computed Tomography – Tomografía computarizada de haz cónico), y están diseñadas para el tratamiento. Las aplicaciones específicas incluyen modelos de ortodoncia, diagnóstico y educativos, así como partes biocompatibles como guías quirúrgicas y de perforación.
Joyería
SLA es ideal para crear prototipos y fundir joyas con detalles intrincados. Las resinas de modelado estándar se recomiendan para la creación de prototipos para crear una pieza económica de “anillo de ajuste” o “prueba” para brindar emoción y tranquilidad a los clientes antes del lanzamiento final de la pieza. La resina moldeable está diseñada para la fundición de inversión directa, lo que permite a los joyeros y casas de fundición pasar directamente del diseño digital a una impresión en 3D.
Experimental
Diversas formulaciones que usan aditivos y compuestos en la resina abren posibilidades para nuevos materiales experimentales. La cerámica produce impresiones post-curadas con una estética distintiva, que se ve y se siente como la cerámica tradicional. Después de disparar, las impresiones se convierten en partes cerámicas puras, adecuadas para acristalamiento.
Por qué Desktop SLA
Para ayudarlo a decidir si SLA es el proceso correcto para su aplicación, ahora compararemos los beneficios de la estereolitografía con los métodos de fabricación tradicionales y otras tecnologías de fabricación aditiva. Alta resolución y acabado superficial liso
SLA crea piezas con un acabado liso de la superficie directamente de la máquina. Esto es ideal para aplicaciones que requieren un acabado impecable y también ayuda a reducir el tiempo de acabado, ya que las piezas se pueden lijar, pulir y pintar fácilmente. La altura de la capa del eje Z se usa comúnmente para definir la resolución de una impresora 3D. Esto se puede ajustar entre 25 y 100 micras en el Form 2, con una compensación entre velocidad y calidad. En comparación, las impresoras FDM y SLS suelen imprimir capas del eje Z de 100 a 300 micras. Sin embargo, una pieza impresa a 100 micras en una impresora FDM o SLS se ve diferente de una pieza impresa a 100 micras en una impresora SLA. Las impresiones SLA tienen un acabado de superficie más uniforme desde la impresora, ya que las paredes perimetrales exteriores son rectas, y la capa recién impresa interactúa con la capa anterior, suavizando el efecto de escalera. Las impresiones FDM tienden a tener capas claramente visibles, mientras que las SLS tienen una superficie granulada del polvo sinterizado.
El detalle más pequeño posible también es mucho más fino en SLA, dado un tamaño de punto de láser de 140 micras en la Forma 2, en comparación con 350 micrones en impresoras industriales SLS y boquillas de 250-800 micras en máquinas FDM.
Precisión y repetibilidad
Las impresoras SLA pueden crear piezas precisas con dimensiones repetibles. Esto es esencial para aplicaciones funcionales, tales como ensamblajes de ingeniería, maestros de fundición de joyas o productos dentales personalizados del escaneo de un paciente.
La combinación del tanque de resina calentada y el entorno de construcción cerrado proporciona condiciones casi idénticas para cada impresión. Una mayor precisión también es una función de una menor temperatura de impresión en comparación con las tecnologías basadas en termoplásticos que funden la materia prima. Debido a que el SLA usa luz en lugar de calor, el proceso de impresión se lleva a cabo a una temperatura cercana a la temperatura ambiente, y las piezas impresas no sufren de artefactos de expansión y contracción térmica.
La precisión general de las impresiones SLA es de 50 a 200 micras, dependiendo del tamaño, la resina, la geometría del modelo y la generación de soporte. En una prueba reciente en la Form 2, el 95% de las impresiones se midieron dentro de 240 μm o menos de las dimensiones diseñadas.
Libertad de diseño
SLA tiene una de las especificaciones de diseño más indulgentes de todas las tecnologías de impresión 3D. Dependiendo de la geometría de la pieza, las características de superficie positiva y negativa se pueden producir a 300 micrones o menos. Esto es esencial para aplicaciones detalladas tales como características intrincadas en esculturas o pequeños dientes en joyas.
Con la estereolitografía, no hay necesidad de adaptar modelos para impresión 3D. Los prototipos se pueden diseñar teniendo en cuenta el proceso de fabricación. Esto permite una transición sin problemas desde el prototipo hasta la fabricación tradicional, como el mecanizado o el moldeo por inyección.
Las impresiones SLA son fáciles de limpiar y postprocesar. La resina es fácil de eliminar de los canales internos, lo que permite diseños como microcanales o cavidades, lo que no sería posible con ningún otro proceso de impresión 3D.
Prototipado rápido con iteraciones rápidas
La estereolitografía ayuda a los ingenieros y diseñadores de productos a verificar rápidamente el aspecto, la sensación y la función de un diseño. Los mecanismos y conjuntos pueden probarse y modificarse fácilmente en el transcurso de unos pocos días, lo que ayuda a reducir drásticamente el tiempo de desarrollo del producto y evita costosos cambios de herramientas.
Desktop SLA escala fácilmente para aumentar significativamente el rendimiento y reducir el tiempo de espera del usuario. Los equipos que trabajan en múltiples ubicaciones pueden imprimir y colaborar en los mismos diseños de forma independiente, compartiendo objetos físicos a través de canales digitales e imprimiendolos en las mismas máquinas.
Partes funcionales para una amplia gama de aplicaciones
Las resinas SLA proporcionan una amplia gama de características para aplicaciones desde ingeniería hasta dentales y joyería. Las propiedades del material incluyen resistencia al calor, biocompatibilidad, claridad óptica o propiedades de coincidencia de plásticos de ingeniería.
Al crear enlaces químicos que se entrecruzan a través de las capas, el SLA resulta en partes totalmente densas, herméticas al agua y al aire que son isotrópicas; su fuerza no cambia con la orientación.
Costos y valor
Los prototipos precisos, las iteraciones rápidas y el descubrimiento previo de errores conducen a mejores resultados finales y menos riesgo al pasar de la creación de prototipos a la producción. En la fabricación, SLA reduce la necesidad de costosas herramientas, haciendo que la producción a pequeña escala o personalizada, como la fabricación de puentes, joyas personalizadas o productos dentales personalizados, sea accesible.
Las impresoras industriales SLA pueden costar más de USD 80,000 y requieren técnicos capacitados y contratos de servicio obligatorio para operar. Desktop SLA ofrece la calidad y la funcionalidad de los sistemas industriales en un espacio reducido, con una operación fácil y un bajo costo de inversión.
En comparación con el outsourcing o el mecanizado tradicional, la impresión 3D interna puede reducir los costos en un 50-90% al tener en cuenta todos los costos relacionados, como los consumibles (materiales, tanques, accesorios), el mantenimiento, el trabajo y la depreciación de la máquina. Desktop SLA también tiene un tiempo de respuesta de horas, en lugar de días o semanas con producción subcontratada.
Comparación de tecnología
Actualmente existen tres tecnologías comunes para plásticos de impresión 3D. El modelado de deposición fundida (FDM) funde una cadena de filamento termoplástico y lo coloca sobre un lecho impreso, estereolitografía (SLA) solidifica la resina de fotopolímero líquido con una fuente de luz y la sinterización selectiva por láser (SLS) utiliza un láser para sintetizar materia prima en polvo.
Cada tecnología tiene su propio conjunto de beneficios y desventajas, y por lo tanto, se recomienda para diferentes aplicaciones.
Fused Deposition Modeling (FDM)
Stereolithography (SLA)
Selective Laser Sintering (SLS)
Pros
Rápido Sistema y materiales de bajo costo
Gran valorAlta precisiónAcabado de superficie lisa
Rango de aplicaciones funcionales
Partes funcionales fuertesLibertad de diseño Sin necesidad de estructuras de soporte
Contras
Baja exactitud Detalles bajos Compatibilidad de diseño limitada
Volumen de compilación limitado en el escritorioSensible a la exposición prolongada a la luz ultravioleta
Maquinaria costosaAcabado de superficie rugosaOpciones de material limitado
Aplicaciones
Prototipado rápido de bajo costo
Prototipado funcional Aplicaciones dentales Creación de prototipos de joyas y fundición Modelismo
Prototipado funcionalCorto plazo, puente o fabricación personalizada
Proceso de impresión
Ahora que entendemos la teoría detrás de la estereolitografía, exploremos cómo se ve el proceso de impresión en una impresora de SLA de escritorio.
Diseño
Al igual que con todos los procesos de impresión 3D, SLA comienza con un modelo tridimensional, la representación matemática de cualquier superficie tridimensional. Esto se puede crear utilizando un software de diseño asistido por computadora (CAD) o desarrollado a partir de datos de escaneo 3D. El diseño luego se exporta como un archivo .STL o .OBJ legible por el software que prepara el archivo para la impresora 3D.
Preparado
Cada impresora SLA incluye software para especificar configuraciones de impresión y cortar el modelo digital en capas para imprimir. Las configuraciones de impresión ajustables incluyen orientación, estructuras de soporte, altura de capa y material. Una vez que se completa la configuración, el software envía las instrucciones a la impresora a través de una conexión inalámbrica o por cable.
Impresión
Después de una confirmación rápida de la configuración correcta, comienza el proceso de impresión y la máquina puede funcionar sin supervisión hasta que se complete la impresión. En impresoras con un sistema de cartucho, el material se recarga automáticamente en la máquina, mientras que en otros casos el usuario puede necesitar agregar más material para impresiones grandes.
Limpieza
Una vez que se completa el proceso de impresión, la plataforma de construcción se puede quitar de la impresora. Las piezas impresas requieren enjuague en alcohol isopropílico (IPA) para eliminar cualquier resina no curada de su superficie.
Curado
Las piezas impresas con resinas funcionales requieren un curado posterior para finalizar el proceso de polimerización y estabilizar las propiedades mecánicas.
Finalizado
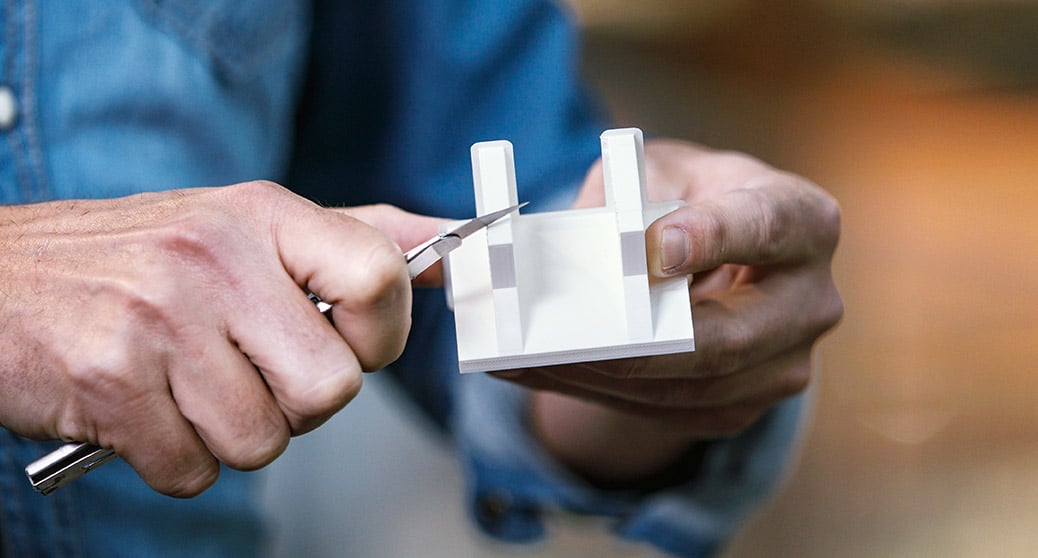
Después de secar y curar, los soportes se pueden quitar fácilmente de las piezas con cortadores a ras, y las marcas de soporte restantes se lijan para obtener un acabado limpio. Las piezas de SLA se pueden post-procesar fácilmente, para aplicaciones específicas o según el acabado requerido, incluido el procesamiento mecánico, el secado, la pintura y el ensamblaje de piezas impresas.
Esperamos haya sido útil esta guía para la comprensión de los detalles de cada tecnología.
Sylatech es una empresa de fundición que utiliza impresoras Ultimaker 3D para acelerar su proceso de generación de prototipos rápidos. Sylatech ofrece servicios de mecanizado CNC, fabricación de radiofrecuencia y microondas, y fundición de inversión. Llevan existiendo más de 53 años y tienen clientes en el sector aeroespacial, espacial, de defensa, médico, automotriz y de la construcción.
Sylatech utiliza la impresión 3D como parte de su proceso de fundición. Antes de usar las impresoras Ultimaker 3D, los clientes tenían que invertir en herramientas para su diseño específico en metal. Sin embargo, si su parte de metal necesita modificaciones, esto puede convertirse en una adición costosa y lenta al proceso. Usando un Ultimaker, el prototipo se puede finalizar antes de invertir en herramientas para producciones de mayor volumen.
Acelerando el proceso de creación de prototipos
Con las impresoras Ultimaker 3D, Sylatech puede crear un modelo impreso en 3D del diseño del cliente en cuestión de días. Estos se usan directamente para crear un prototipo de metal. Cuando se necesitan modificaciones al diseño, el único costo adicional es imprimir en 3D el diseño actualizado.
La parte impresa en 3D hecha de PLA ya proporciona un prototipo preciso antes de crear una sola pieza de metal. Cuando se aprueba la impresión 3D, se puede crear la parte metálica. Al utilizar Ultimaker, los ingenieros pueden tener un prototipo de su diseño en solo cinco días.
Desde la impresión en 3D hasta la parte metálica
Primero, el modelo impreso en 3D está agregado con pegamento a un marco de cera. Cuando toda la pieza contiene múltiples objetos, todos pueden pegarse al marco de cera, siempre y cuando el tamaño lo permita. El marco de cera se coloca en un recipiente, que luego se llena con una solución cerámica llamada Slurry . Cuando el contenedor se coloca en el horno, el Slurry se endurecerá y el modelo de PLA impreso en 3D se quema por completo. Esto crea el molde donde se vierte el metal líquido caliente.
Cuando el metal interno se ha enfriado, el molde se rompe. La pieza de metal es un duplicado exacto de todos los modelos en el interior y el marco de cera original. Ahora, los modelos se pueden cortar del marco y alisar mediante lijado. La pieza de metal ahora está lista para ser probada.
Ahorro en costos y tiempo de desarrollo adicional
Para crear un modelo a partir de cera, Sylatech debe crear herramientas especiales. Por lo general, un proyecto que utiliza directamente estas herramientas tomará cinco semanas para desarrollar la primera parte de metal. Ajustar las herramientas cuando se necesitan modificaciones en el diseño cuesta bastante por ajuste. Sin embargo, cuando se utiliza el Ultimaker, la impresión de un nuevo diseño cuesta solo alrededor de 0,002% por pieza del costo anterior. Normalmente, el 30% de los diseños necesitan modificaciones después del primer prototipo. Al utilizar Ultimaker para crear el prototipo de metal, minimiza los cambios en las herramientas. Por lo tanto, esto no solo podría ahorrar montones de tiempo sino también costos.
El uso de la impresión 3D ha cambiado claramente la forma en que hacemos negocios. Y continuaremos utilizando la impresión 3D y el Ultimaker para ofrecer beneficios a nuestros clientes.
Usando el Ultimaker dentro de Sylatech
Sylatech comenzó a usar impresoras 3D con el Ultimaker 2+. Obteniendo grandes resultados desde el comienzo. Bajan el modelo en el Ultimaker Cura y casi al instante sus diseños están listos para convertirse en impresiones 3D precisas. Después del éxito del uso del Ultimaker 2+, Sylatech invirtió en el Ultimaker 3. El material de PVA soluble en agua permite a Sylatech imprimir a cualquier cliente de diseño. Además de imprimir prototipos para clientes, Sylatech también usa sus impresoras 3D para varias plantillas, accesorios y componentes robóticos. Tienen un par de brazos de robot que automatizan una gran parte de su proceso CNC. Muchas partes de este sistema robótico están impresas en sus impresoras Ultimaker 3D.
Sylatech es un gran ejemplo de cómo la adopción de Ultimaker como herramienta puede brindar beneficios en toda la empresa. Han optimizado con éxito su proceso de inversión y utilizan impresoras 3D para ayudar a ofrecer otras mejoras en su flujo de trabajo. La aplicación de la tecnología Ultimaker por parte de Sylatech hace que los clientes se beneficien directamente del ahorro de costos y reciban la parte metálica final de sus necesidades comerciales más rápido que nunca.
A juzgar por la mayoría de los productos producidos en masa en el mercado hoy en día, uno pensaría que los humanos vienen en solo tres tamaños. Nosotros no. Entonces, ¿por qué los productos que compramos no reflejan eso? Los productos personalizados funcionan mejor y los consumidores los aceptan, pero la fabricación personalizada a menudo no es económica. La recopilación de datos personalizados de los consumidores es complicada, las herramientas personalizadas son caras, y el seguimiento de piezas personalizadas desde el pedido inicial hasta la producción y el envío es complejo. La impresión 3D está cambiando todo. Los costos decrecientes y la innovación en materiales han hecho que la impresión 3D sea práctica para la fabricación, y prometen hacer realidad el sueño de la personalización en masa. En CES 2018, Formlabs demostró esta realidad. Nuestro stand mostró todo un proceso de producción de auriculares personalizados, desde el escaneo en la oreja hasta el producto final, que se puede implementar fácilmente en los mercados masivos.
Productos personalizados de fabricación económica
Los artículos hechos a medida rinden mejor, simple y llanamente. Un auricular verdaderamente personalizado puede proporcionar una mayor resistencia al desgaste, comodidad, estabilidad y reducción de ruido incomparables a largo plazo. Los avances en la tecnología de escaneo combinados con impresoras 3D accesibles de alta calidad hacen que sea viable fabricar audífonos personalizados y otros productos de audiología a escala.
Aunque no es una bala de plata, la impresión en 3D elimina muchos de los desafíos tradicionalmente asociados con productos personalizados de producción masiva:
La impresión 3D es un proceso de producción de herramientas cero: no es necesario producir miles del mismo artículo para recuperar el costo inicial de los moldes.
La complejidad y la variedad son “libres”; una impresora 3D no requiere más tiempo, energía o material para fabricar una forma compleja que una simple, y cero herramientas significa que imprimir una variedad de diseños no requiere costos de producción adicionales.
Con las impresoras 3D de escritorio, es más fácil escalar a medida que aumentan las necesidades de producción.
El proceso de producción de auriculares personalizados demuestra una consideración importante al pensar en la integración de la impresión 3D en la producción o en la personalización masiva. Los productos finales utilizables no tienen que ser imprimibles en 3D; puede utilizar la impresión 3D para crear moldes (que es el proceso para auriculares), formas de vacío o moldes, y aún así fabricar los productos finales con materiales comprobados y rentables.
Un flujo de trabajo de impresión 3D para entornos de mercado masivo
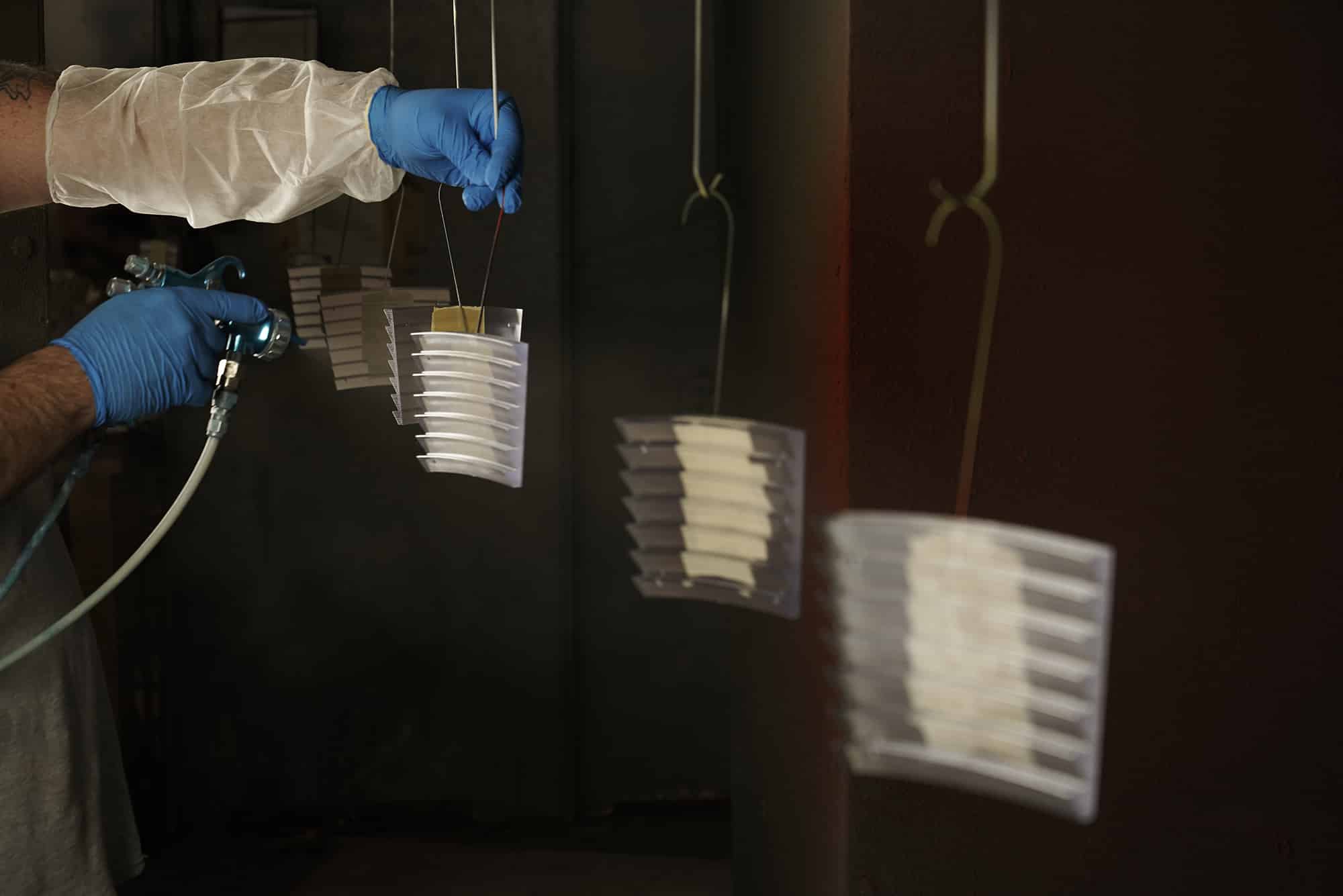
Juntos, el escáner auditivo Phoenix de 3Shape y la impresora 3D Form 2 de Formlabs proporcionan un flujo de trabajo accesible e intuitivo que se puede implementar en escalas desde la producción única hasta la fabricación en masa. El proceso de extremo a extremo requiere una mano de obra mínima, tiene una huella baja y, lo más importante, ofrece un producto final de alta calidad.
El proceso comienza con un escaneo digital rápido y no intrusivo del canal auditivo del cliente utilizando un escáner 3D. Un técnico edita el archivo digital en un molde imprimible en 3D y lo envía de forma inalámbrica a la impresora 3D. Una vez impresas, las partes se enjuagan en alcohol isopropílico y se curan posteriormente. Un técnico arroja silicona biocompatible en los moldes, retira la capa impresa en 3D, luego termina y recubre el producto final.
¿Qué sigue para la personalización masiva?
Los auriculares personalizados son solo el comienzo. Los avances en las tecnologías de escaneado e impresión 3D han abierto un mercado al que antes solo podían acceder audiófilos o artistas, y predecimos que muchas industrias más podrán ofrecer a sus clientes el rendimiento, la comodidad y la comodidad de los productos personalizados. Obtenga más información sobre el futuro de la fabricación y personalización masiva de expertos que hablaron en nuestra conferencia Digital Factory, incluyendo New Balance, que el año pasado anunció una asociación con Formlabs para llevar la impresión 3D a la producción de calzado a gran escala con sede en Massachusetts.
Con el lanzamiento del material de soporte Breakaway de Ultimaker, ahora hay aún más opciones para apoyar sus impresiones en 3D. ¿Pero cuál es el adecuado para su diseño? Echemos un vistazo a las diferentes opciones y cuándo usar cada una. Cuando se utiliza una impresora 3D FDM, el material de soporte le permite imprimir modelos que de otro modo no serían posibles debido a, por ejemplo, la gravedad. ‘Soporta’ el material sobre el mismo para que pueda imprimir objetos con características como voladizos o cavidades.
Para usuarios más avanzados, el material de soporte también puede brindarle más libertad de diseño. Con él puede orientar su modelo exactamente como lo desea para obtener los mejores resultados, o crear diseños con partes móviles integradas que se puedan mover libremente una vez que retire el material de soporte.
Un modelo con material de soporte. Impresión 3D con material de soporte eliminado
Construir soportes de materiales
La forma original de apoyar su impresión 3D. Si está imprimiendo con, por ejemplo, PLA, el software de impresión 3D como Ultimaker Cura puede crear estructuras de soporte para su modelo que se imprimirán en el mismo material.
Si está utilizando una impresora 3D con un único extrusor, esta es la única forma de imprimir estructuras de soporte. También es una buena opción si no quieres preocuparte por la compatibilidad del material. No todos los materiales de construcción son compatibles con materiales de soporte por separado.
El principal inconveniente del uso de soportes de materiales de construcción es que cuando retira los soportes manualmente, nunca podrá obtener un modelo que sea 100% preciso en comparación con su diseño original. Si corta o lija demasiado sus soportes o deja pequeñas protuberancias, su modelo tendrá una forma ligeramente diferente a su diseño.
Esto puede ser un problema si su impresión 3D necesita ser muy precisa, por ejemplo, usted está creando un prototipo de una pieza para probar su ajuste o forma.
Los soportes para cortar y lijar también pueden dañar la superficie de la impresión 3D y necesitan técnicas de postprocesamiento como el pulido para lograr un acabado superficial de buena calidad.
Para eliminar soportes de material de construcción, necesitará un implemento de corte (la mayoría de las personas usa un cuchillo o alicates) y papel de lija para eliminar cualquier rastro final.
PVA soluble
Ahora si su impresora 3D puede imprimir más de un material, entonces también es posible combinar su material de construcción con un material de soporte separado que sea más fácil de quitar.
PVA es un material de soporte soluble en agua. Debido a que se disuelve cuando está sumergido en agua, le da una libertad de diseño casi completa. Grandes salientes, cavidades, formas intrincadas, son todos posibles, y no hay riesgo de rayar la impresión al retirar el soporte. Deja una superficie muy lisa.
Una desventaja de PVA es que, aunque es fácil de eliminar, tarda varias horas en disolverse, lo que puede retrasar el flujo de trabajo de impresión 3D. El PVA también es más costoso que otras opciones de materiales de soporte y su calidad puede degradarse si no se almacena adecuadamente.
Ultimaker PVA está optimizado para usar con PLA, Nylon y CPE.
Para eliminar el PVA, todo lo que necesita es un recipiente con agua del grifo lo suficientemente grande para su modelo. Lea nuestra guía completa para disolver el PVA.
Soportes Breakaway
El último material de soporte ofrecido por Ultimaker, Breakaway tiene algunas similitudes con los otros tipos de soporte.
Al igual que el material de construcción, se elimina manualmente. Pero como PVA, es un material separado impreso con doble extrusión.
El resultado es un equilibrio entre las ventajas de las otras opciones de material de soporte. Puede eliminar Breakaway a mano, por lo que no es necesario esperar horas para que se disuelva nada, pero también se despega limpiamente del resto de la impresión para que tenga un modelo preciso y no tenga que procesarlo posteriormente.
Sin embargo, para el acabado de superficie más suave aún recomendamos PVA. Y el material Breakaway en su impresión debe estar accesible para que lo pueda quitar, por lo que no tiene libertad de diseño completa.
Ultimaker Breakaway está optimizado para usarse con ABS, Nylon, PLA, CPE y CPE +.
Para quitar soportes Breakaway, necesitará un juego de alicates.
Comparación rápida: cuándo usar…
Compatibilidad con material de construcción: cuando no necesita una impresión que sea 100% precisa en comparación con las dimensiones de su diseño en 3D. O si solo tiene una única impresora 3D de extrusión
PVA: ideal si está imprimiendo una forma compleja o cuando quiere un acabado superficial realmente liso debajo de sus soportes, pero tarda varias horas en disolverse
Breakaway: si tiene poco tiempo, Breakaway es más rápido de eliminar que PVA y mantiene la precisión dimensional de su impresión, con un acabado superficial de calidad
Con el objetivo de ayudar a los usuarios profesionales mediante el uso de un material de soporte rápido y eficiente para materiales de ingeniería como ABS y CPE +, que ayude a lograr el mismo acabado de calidad superficial que el soporte soluble, y con menos tiempo y costo. Con este objetivo la gente de Ultimaker genero un nuevo material que ayuda en combinación de esto materiales. La impresión 3D con material de soporte, brinda libertad a los usuarios el uso de diversas geometrías, pero también puede tener limitaciones, como imperfecciones de la superficie o tiempo de posprocesamiento extendido. Con esta nueva gama de productos se pretende superar estas limitaciones para crear un mejor flujo de trabajo de impresión 3D.
Breakaway: un material de apoyo alternativo
Los materiales de soporte para las impresoras de extrusión dual se está expandiendo. Al poder ofrecer una gama de diferentes materiales de soporte, son posibles flujos de trabajo de posprocesamiento alternativo, cada uno con sus propias ventajas individuales. La última adición a la gama de materiales de soporte es Breakaway.
Breakaway es un material de soporte de color blanco que imprime con una adhesión confiable a materiales de construcción como el ABS. Breakaway se puede quitar rápida y fácilmente de las impresiones: simplemente sostenga la impresión y rompa el material de soporte con alicates de agarre, alicates de corte, un cuchillo o con la mano. Después de retirar el material de soporte, quedara una calidad de superficie lisa en las áreas compatibles. Se pueden usar guantes, pero no son esenciales. Aunque es un material de soporte, Breakaway se utiliza con un núcleo de impresión AA de 0,4 mm.
Eliminar Breakaway
Paso 1 – Rasgar
Retire la mayoría de la estructura de soporte interior con alicates de agarre o corte.
Paso 2 – Pelar
Agarre y pele el soporte Breakaway del material de construcción.
Paso 3 – Tire
Retire los últimos restos con alicates o pinzas. Las áreas soportadas quedarán con un acabado superficial liso.
El procesamiento posterior con Breakaway es completamente seco, lo que lo hace ideal para imprimir con materiales sensibles al agua. La ventaja adicional es que el soporte Breakaway logrará el mismo acabado superficial que el soporte soluble en agua. Con un procesamiento posterior rápido y sencillo, los diseñadores e ingenieros pueden dedicar más tiempo a perfeccionar sus conceptos.
Otras ventajas de Breakaway son la vida útil y el precio. Breakaway no se ve afectado por las condiciones ambientales, tales como la temperatura y la humedad, y su uso es más rentable que el uso de otros materiales de soporte.
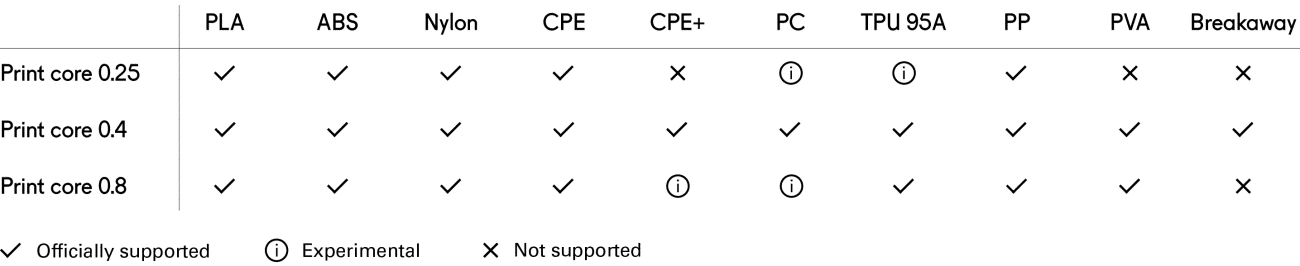
Breakaway es compatible con una gama más amplia de materiales de construcción en comparación con el material soluble en agua:
El núcleo de impresión AA de 0,25 mm, para impresiones de detalles extra altos
Por demanda popular, tenemos una nueva adición a nuestra gama de núcleos de impresión.
Compatible con Ultimaker 3 y Ultimaker 3 Extended, el núcleo de impresión AA de 0.25 mm es ideal para impresiones que requieren una calidad de superficie detallada.
Esta nueva adición a nuestra gama de núcleos de impresión se ofrecerá en tipo AA. Los usuarios ahora tendrán la ventaja de obtener impresiones con detalles ultra finos, con la ventaja adicional de la extrusión dual, que permite impresiones en dos colores o varias combinaciones de materiales con detalles extrafinos. Los diferentes tamaños de boquillas se pueden intercambiar en caliente rápida y fácilmente, sin la necesidad de utilizar ninguna herramienta.
Aplicaciones potenciales
El uso de un núcleo de impresión AA de 0,25 mm es útil para una variedad de aplicaciones, tales como impresiones estéticamente detalladas, objetos de pared delgada, marcas de impresión y texto fino, y piezas con ajuste de tolerancia, p. sujetadores de hardware tales como tornillos y tuercas.
Los posibles casos de uso incluyen microfluidos, moldeado de modelos dentales, modelos arquitectónicos y piezas mecánicas finas, como engranajes pequeños.
Compatibilidad de materiales
El núcleo de impresión AA de 0,25 mm es totalmente compatible con los siguientes materiales Ultimaker:
Los perfiles de Ultimaker Cura hacen las cosas más fáciles
El material compatible y los perfiles del núcleo de impresión para el núcleo de impresión AA de 0.25 mm y Breakaway están incluidos en la última versión de Ultimaker Cura. Cada perfil es desarrollado por nuestro equipo de ingenieros de materiales, y garantizará resultados consistentemente de alta calidad, de modo que cada usuario puede perder menos tiempo experimentando y más tiempo imprimiendo.
De a poco el universo de materiales y núcleos de impresión se hace más amplio, y todo utilizando los equipos que mayor proyección tienen en el mercado.
Dentro de las iniciativas que existen en el mundo de la impresión 3D esta en muchos de los foros, la dudas sobre los materiales. Para esto, la gente de Ultimaker realizó una serie de secciones donde los usuarios clarifican sus dudas respecto al tema.
Con el nombre de AMA! (Ask me Anything – Preguntamente cualquier cosa), usan el espacio con la ayuda de Tom Heijmans, ingenierio y una de las personas que más involucradas estuve en el desarrollo de perfiles para Cura.
Gracias a esto aquí tenemos algunas de esas respuestas, que seguramente serán de utilidad a toda la comunidad.
Soldadura, olores y humedad en la impresión 3D
Un material sobre el que se consulto fue sobre el PoliPropileno (PP). Uno de los usuarios preguntó a Tom si es posible soldar piezas de PP juntas, como puede hacer con el metal. Tom respondió que debido a que el PP es muy inerte, es difícil pegar las piezas juntas usando adhesivos. Agregó que es posible soldar PP usando un soldador, aunque como puede crear humos, se recomienda usar un extractor de aire. Otra pregunta del PoliPropileno fue si pueden sobrevivir aplicaciones al aire libre. Según Tom, ningún polímero es completamente estable bajo una fuerte luz UV, y PP es menos estable que la mayoría debido a que sus cadenas de polímero “simples” se rompen fácilmente por la radiación UV. Sin embargo, PP es muy bueno para resistir la humedad y otras condiciones de meteoroligicas, por lo que siempre y cuando no está expuesto a la luz solar directa, puede ser bueno para estos fines. Cualquier persona familiarizada con la impresión 3D sabe que el uso de diferentes materiales puede crear una variedad de olores agradables y otros no tanto. Por eso alguien preguntó a Tom cuál era su material olfativo favorito. Este respondió que hasta ahora, su material olfativo favorito es PLA, porque tiene un olor dulce que no es muy picante. Sobre el tema del PVA, consultaron qué sucede cuando está expuesto a la humedad y cómo afecta a la impresión 3D. Tom respondió que las moléculas de agua se deslizan lentamente hacia la estructura polimérica. Debido a que las moléculas son realmente atraídos por las cadenas de polímero, esto ocurre más rápido con el PVA que con otros materiales. Esas moléculas de agua realmente empujan las cadenas de polímero, disminuyendo la temperatura en la placa de vidrio siendo menos eficaz el material. Cuando se absorbe demasiada agua, el material se vuelve moldeable a temperatura ambiente, haciendo que el filamento se funda. PVA mojado imprime con un montón de burbujas. Cuando el PVA ha absorbido demasiada humedad del ambiente, se imprimirá con menos fiabilidad, ya que puede quedar atascado en el estrusor.
¿Cómo funciona un departamento de materiales?
Aparte de los materiales, Tom también recibió preguntas sobre el departamento de materiales de Ultimaker y cómo funciona. Algunos usuarios tenía curiosidad sobre el flujo de trabajo del equipo de materiales al desarrollar un nuevo perfil de Cura y las pruebas y resultados que se requieren antes de que esté listo para distribuir a los usuarios.
Tom explicó que en primer lugar, el equipo comenzará por encontrar la temperatura de procesamiento mediante la impresión 3D y la medición de la pieza extruida utilizando calibres y escalas. Después de esto, intentarán encontrar la configuración del ventilador en la que se logren los enlaces de capas más fuertes, así como una temperatura de lecho adecuada que no deformará el material. Antes de que un perfil se distribuya a los usuarios, será probado a fondo en Ultimaker por el equipo de pruebas, así como por los probadores beta fuera de Ultimaker. Sus comentarios decidirán si un perfil o material puede ser lanzado con éxito.
Hubieron más consultas y seguramente seguiran apareciendo, y gracias a estas sesiones es posible evacuarlas.














































{kind=link}